之前写的一篇《什么是MES,MES系统主要包括哪些功能》文章,得到了很多朋友的关注和讨论。今天在这篇文章的基础上,我们再来讨论一下:如何基于AOE网实现制造执行MES系统,并打通物料BOM、供应链和制造管理的各个环节。1. 什么是MES?
2. MES的核心是什么?
3. 什么是AOV网和AOE网?
4. 为什么要基于AOE网实现MES?
5. 有向图组件 simple-graph 使用
6. 如何编制工艺?
7. 如何进行任务安排和资源调度?
8. 如何操作我的任务及报工?
9. 如何查看数据面板?
10. 如何管理物品的领用和归还?
11. 如何管理设备及报修?
12. 如何进行质量管理?
一、什么是MES?
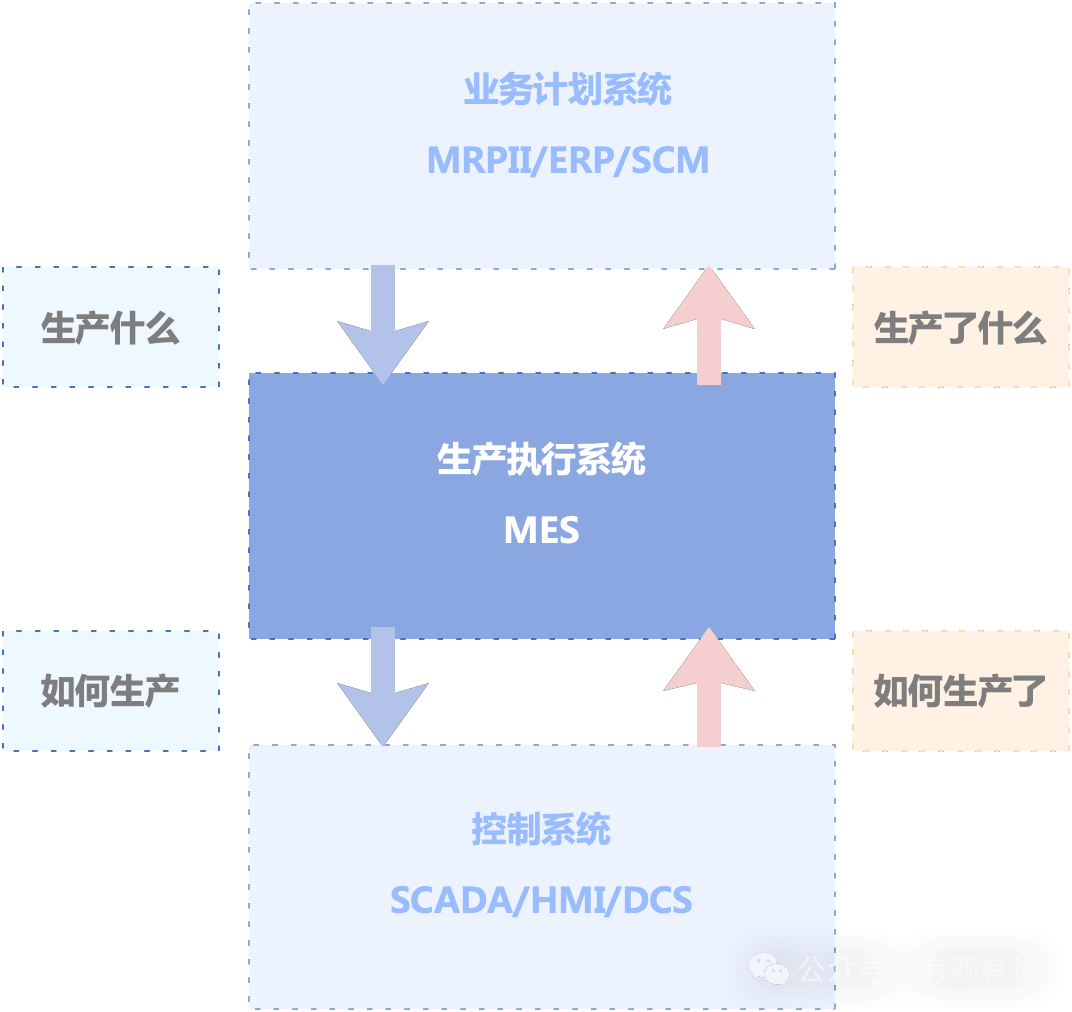
制造执行系统MES,即帮助企业实现工艺管理,生产计划管理、生产过程控制、产品质量管理、车间库存管理、项目看板管理、设备管理、人员工时管理等功能的系统。提供企业制造执行的能力。美国先进制造研究机构AMR定义为:位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统。它为操作人员/管理人员提供计划的执行、跟踪以及所有资源(人、设备、物料、客户需求等)的当前状态。目的是解决工厂生产过程的黑匣子问题,实现生产过程的可视化、可控化。制造执行系统协会(MESA) 对MES所下的定义:MES能通过信息传递对从订单下达到产品完成的整个生产过程进行优化管理。
二、MES的核心是什么?
1. 动作执行的先后:先做什么,后做什么,一系列的动作执行下来,即工艺或者工序。2. 动作执行的条件:需要哪个人?什么工具?什么物料(子BOM)才能完成此步动作。3. 动作执行的要求:说明动作按照何种要求进行,怎样才是合格,从而进行下一步动作。1. 明确动作先后:买菜、洗菜、切菜、炒菜(什么时候放盐、酱油)、装盘2. 明确动作条件:洗菜时需要洗菜员、菜、盆子、水;切菜时需要切菜员、刀具、砧板;炒菜时需要厨师、锅、盐、酱油。3. 明确动作要求:洗菜到什么标准才算合格;切菜到什么标准才算合格;炒菜到什么标准才算合格。2. 定义每条工艺流程上的需要的人员、设备、物料。1. 合理编制工艺流程:工艺流程中某些流程有先后制约关系,某些流程可以同时执行。2. 流程在执行时,可能存在人员和设备占用冲突,为发挥最大产能,需要动态合理调度资源;以及对物料库存进行管控。
三、 什么是AOV网和AOE网?
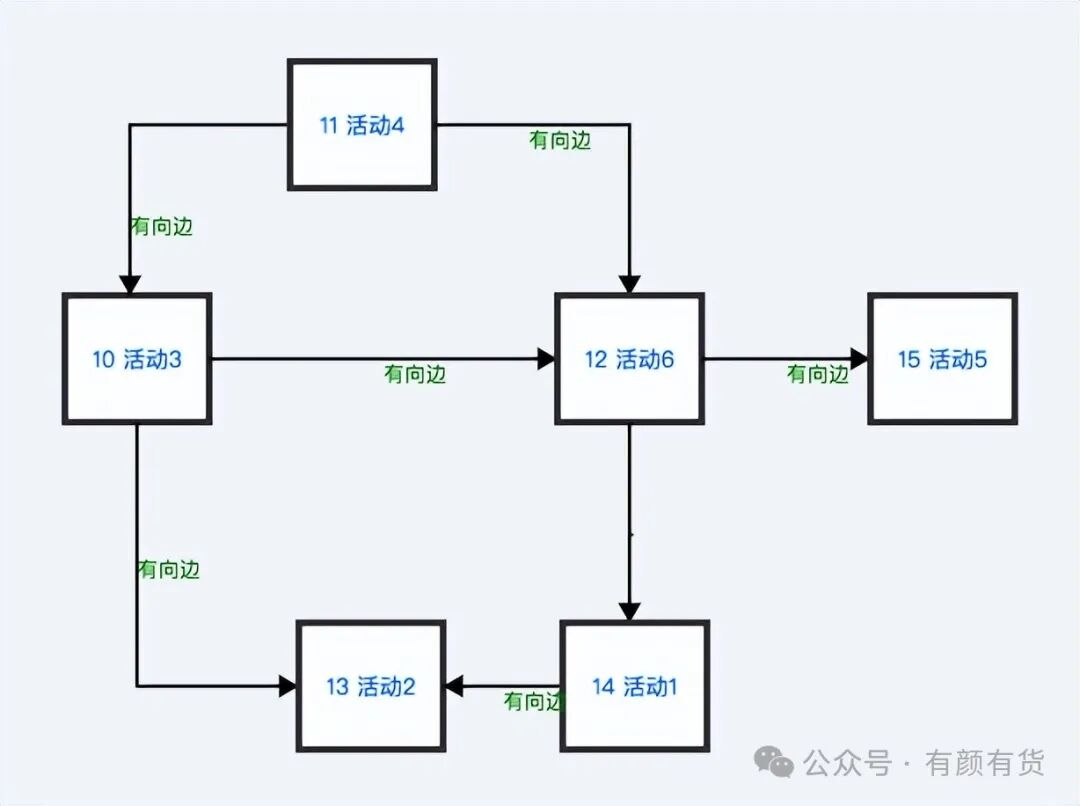
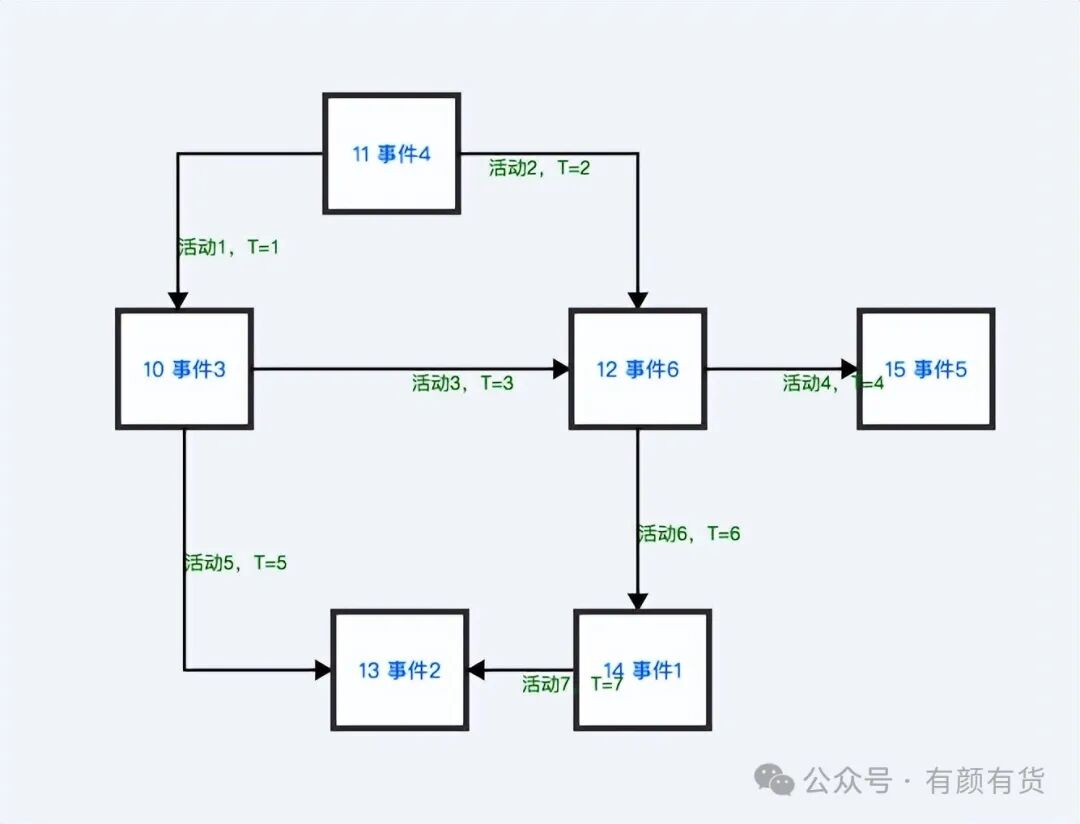
有向无环图:【图3-1】在图论中,如果一个有向图无法从某个顶点出发经过若干条边回到该点,则这个图是一个有向无环图。即一个无环的有向图称做有向无环图 DAG 图,Directed Acyclic Graph。AOV网: 【图3-1】顶点表示活动的网,Activity On Vertex Network。AOV网确定了各个活动间的先后关系,如【图3-1】1. 活动4 -> 活动3 完成时,才能进行 活动3 -> 活动2。2. 顶点上所有前置活动完成后,才能进行后置活动:活动4 -> 活动6 和 活动3-> 活动6 都完成后,才能进行 活动6 -> 活动1 或 活动6 -> 活动5。拓扑排序:对所有顶点做排序,使得对于从顶点u到顶点v的每个有向边uv,u在排序中都在v之前。如果有顶点剩余,则此图存在环;如果所有顶点都输出,则输出的顶点排序为一种拓扑排序。如【图3-1】的一种拓扑排序为:活动4,活动3,活动6,活动5,活动1,活动2;拓扑序列的意义:如果按照拓扑序列中的顶点次序,在开始每一项活动时,能够保证它的所有前驱活动都已完成,从而使整个工程顺序进行,不会出现冲突的情况。AOE网:【图3-2】边表示活动的网,Activity On Edge3. AOE网中边一般带有权,如 T=5,表示进行此活动用时5min。一项大的工程常被分为多个小的子工程, 子工程之间可能存在一定的先后顺序,即某些子工程必须在其他的一些子工程完成后才能开始; 在现代化管理中,人们常用有向无环图来描述和分析一项工程的计划和实施过程,AOV网和AOE网经常在工程领域用来建模。AOE和AOV都确定了各个活动间的先后关系;不同的是,AOE网的边代表活动,带有权;AOE网通过边的权,可计算每条路径上的耗时,基于AOE网边(活动)的扩展使其在工程(工艺)领域可大有作为。
四、为什么要基于AOE网实现MES?
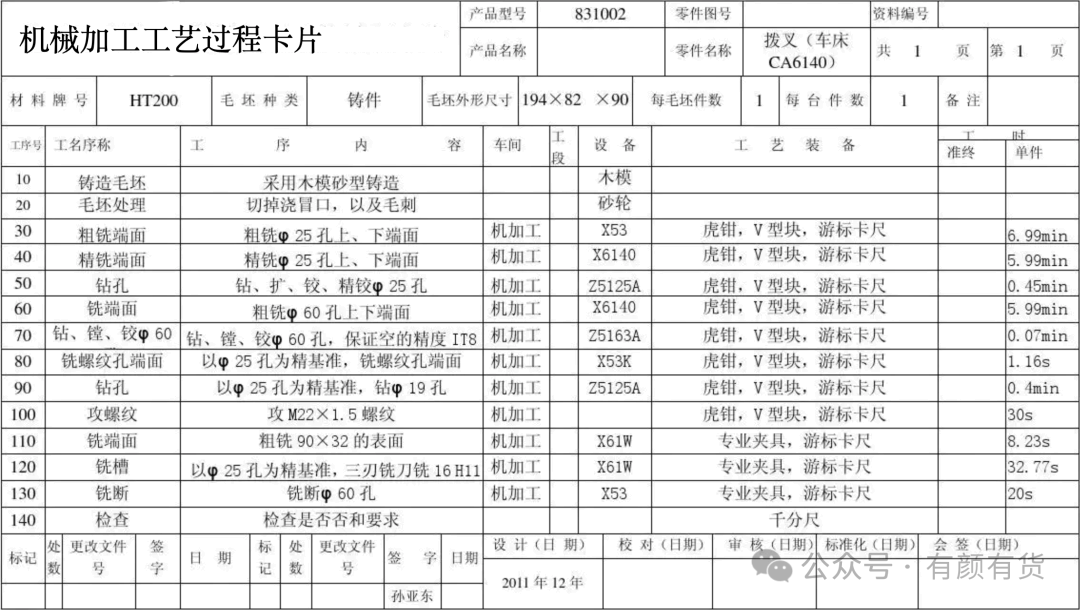
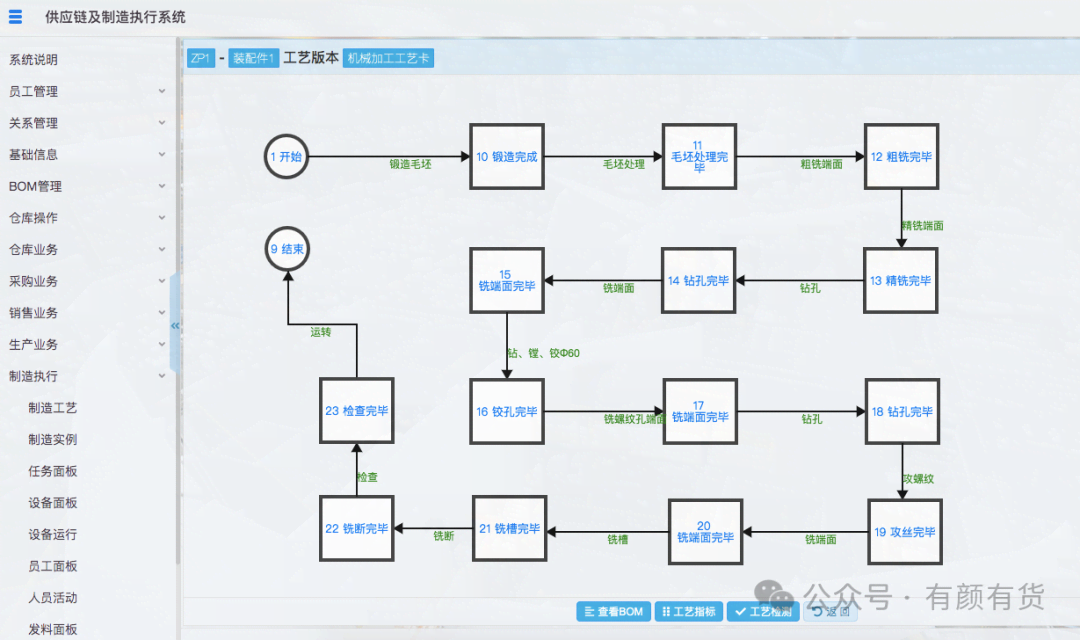
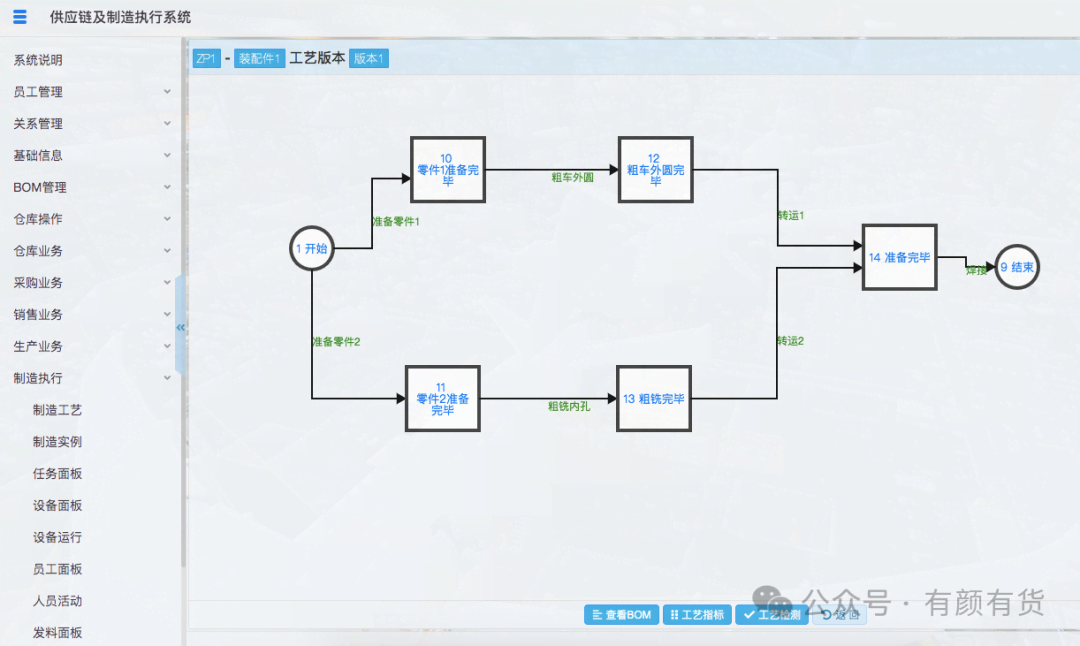
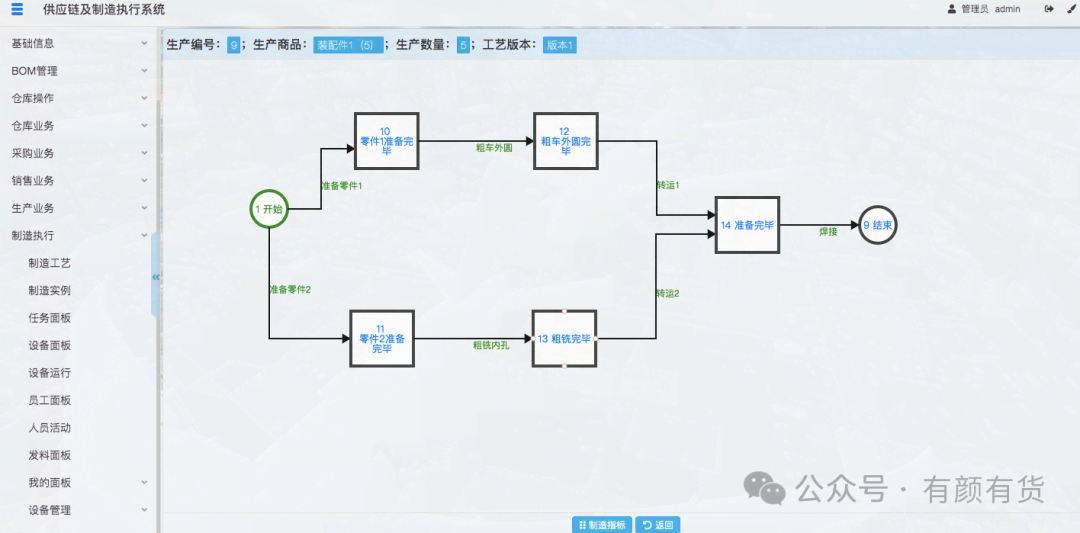
1. AOE网是一个有向无环图,把有向边当成活动,一个活动即一个子工程,为什么强调无环,因为子工程推进时,不可以回到它之前的工程。2. AOE网约束了活动的先后顺序。如【图3-2】活动1完成后,才可以进行活动5。3. 一个顶点(事件)是否完成,需满足此顶点上所有入度边(活动)完成。只有顶点(事件)完成,此顶点上的出度边(活动)才能进行。如【图3-2】活动2和活动3都完成了,才标志事件6完成。才能进行活动4、活动6。4. 事件(顶点)完成后,此顶点上所有的出度边,可同时进行(并行)。如【图3-2】事件6完成后,可同时进行活动4、活动6。约束条件和拓扑排序,有效规范了活动进行的先后顺序。关键路径:因为AOE网上的边(活动)带有权(时间),耗时最长的路径中的顶点按顺序集合,即关键路径。关键活动:关键路径上的边(活动)按顺序集合即关键活动。关键路径和关键活动的作用:关键路径和关键活动,是整个网状工艺中,耗时最长路径上的要素。关键路径的总耗时,即整个工艺的最小耗时;保证关键路径上的关键活动优先完成,是保证工期如期完成的关键。关键路径为:事件4、事件3、事件6、事件1、事件2。关键活动为:活动1、活动3、活动6、活动7。为缩短工时,应该保证这些活动优先进行,不处于等待状态。这是一张机械加工厂中常见的加工工艺图,机械加工工艺作为一门专门的课程,编制合理的机加工艺,是多学科和经验的产物,是比较复杂的。一千种零件,就有一千种机械加工工艺,远比固定的生产线复杂。机械加工车间,在MES领域占有很大的份额。因此解决机械加工工艺和机加车间的调度管理,基本可以覆盖其它领域工程的工艺和调度管理。1. 得到图纸,图纸来源可能是客户、外协、或者上级设计部2. 工艺员根据零件图纸编制加工工艺,如【图4-1】3. 工艺卡片和零件一起流转,到下料、热处理、车、铣、磨、钳等4. 每道工序上的人员,根据工艺卡片上的工艺说明完成装夹、对刀、加工等一些列操作;加工完成后,按照工艺卡片上的尺寸要求自检、然后送检。完成后在工艺卡片上签字。5. 调度员巡视车间,把工位上完成的零件,转运到下一道工序的工位;在零件种类众多的情况下,调度员经常无法及时知道零件完成到了哪个位置;在零件转运下一道工序时,调度会因为工位的待加工零件的堆积,及时调整下一道工序的人员和设备。6. 除了零件的流转,有些物料的领取跟踪管理也是十分头疼的事情,比如夹具、量具、数控刀具,有些工厂需要填写领用表去仓库领取。7. 工时统计,需要汇集所有加工的工艺卡片上的操作人员工时记录,才能知晓此员工做了哪些工作。1. 工序号,即活动的顺序,活动的进行须按照此顺序进行。2. 工序名称和工序内容,即活动的工艺、质量尺寸要求说明。3. 设备、工艺装备即活动依赖设备;人员即活动依赖的人员;物料,即活动依赖的物料,图中没有。3. 跟踪整体工艺的完成进度和每道工序的完成记录。如果将工艺卡片,编制在AOE网中,AOE网的边,即工艺卡片上的工序(活动),同时在边上,记录活动的人员、设备、物料等;就可以结构化保存工艺及运行时的数据。如【图4-2】将【图4-1】工艺卡片,编制在AOE网中。AOE网可以记录各工序间顺序,把边作为活动(每一步工序),当顶点(事件完成后),才可进行后续的活动;因此用 AOE网来实现工艺的编制,工艺数据作为基础数据,是MES制造的核心所在。
五、 图组件 simple-graph 使用
织信Informat低代码平台提供了画有向图组件,simple-graph,需要说明的是,此组件并不限制图是否无环。1. 开始顶点,圆形,只能添加一个,顶点编号 no 固定为 1。2. 结束顶点,圆形,只能添加一个,顶点编号 no 固定为 9。3. 其它顶点,方形,无限制,顶点编号 no 从 10 开始自增长。组件的边变量记录了起始顶点编号 src 和 指向顶点编号 dst。根据顶点的编号no 和 边的src、dst,很容易将图的数据结构化存入到数据库中。可基于此有向图,做其它流程、工艺的二次开发,本文的制造执行MES也是基于此组件完成。
六、如何编制工艺?
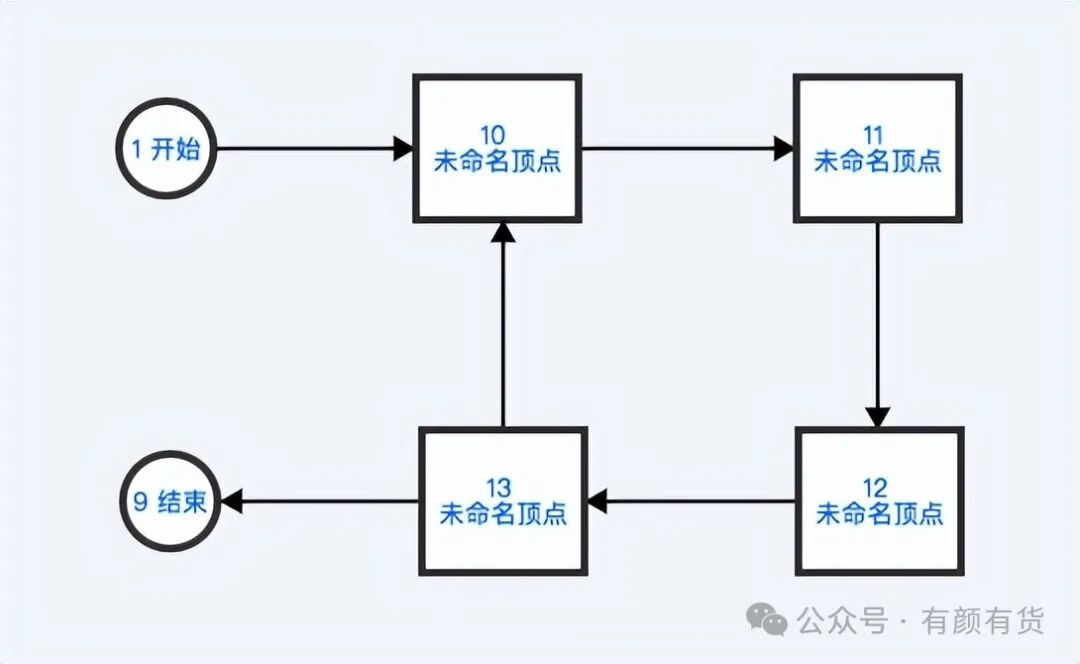
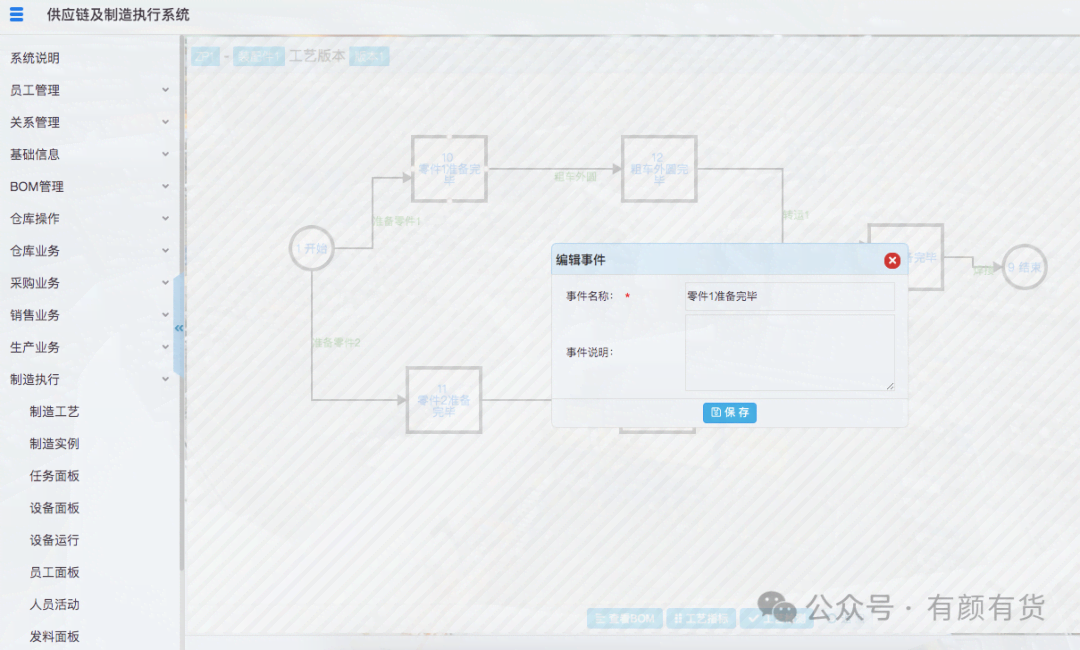
需要说明【图6-1】和【图4-2】存在区别,前者是网状,后者是单线。实际生产中,无论是网状或者单线,都是存在。区别在于:1. 网状的工艺存在可以并行和串行的活动,单线的只有串行。一个工艺,是基于一个自制件编制,简而言之,此工艺运行完毕,会产出一个自制件。1. 必须有且仅有一个开始顶点,一般的有向无环图,选取入度数为0的顶点作为开始,可能会有几个,我们这里统一规定只能有一个。2. 开始顶点不能有入度边,即开始事件前,无前置活动。3. 开始顶点必须有1条以上的出度边,即开始顶点不能被孤立1. 必须有且仅有一个结束顶点,一般的有向无环图,选取出度数为0的顶点作为结束,可能会有几个,我们这里统一规定只能有一个。2. 结束顶点不能有出度边,即结束事件后,无后置活动。3. 结束顶点必须有1条以上的入度边,即结束顶点不能被孤立1. 必须是无环图,以免进入死循环,如【图6-3】所示有环图:2. 编辑顶点(事件):双击顶点弹出事件编辑框,如【图6-4】所示:3. 事件抽象两个字段:名称和说明,简单标记事件的含义。这是标准的抽象,可以根据需求添加事件的字段。1. 添加边(活动):从顶点边框拉线条到另一个顶点2. 编辑边(活动):双击边弹出活动编辑框,如【图6-5】所示:3. 活动的基础数据包括:名称、耗时(即设计工时)、工艺说明(即机械加工卡中每一步的加工要求)、零件图纸;这也是标准抽象,可以根据需求添加字段,如:数控程序(下载)、文档等4. 活动中可能会依赖一台或多台设备,注意工艺中:这里指定的是设备种类,并没有指定到具体哪一台设备。运行时去指定。数据来源于设备种类管理。5. 活动中一定会依赖一个或多个人员,注意工艺中:这里指定的是人员工种,并没有指定到具体哪一个员工。运行时去指定。数据来源于人员工种管理。6. 活动中可能会依赖一种或多种物料,注意工艺中:这里指定的是物料种类,并没有指定到具体哪一个物料。仓库出库时去指定。数据来源于BOM管理。可以对一个自制件编制多条版本的工艺,也能把工艺复制到其它自制件去,如【图6-6】:1. 编制完成工艺后,请进行工艺检测,系统会检测工艺编制的规则,只有合格的工艺,才能生成制造实例。2. 当顶点(事件)标记完成后,此顶点的所有出度边(活动)可以开始进行。3. 当边(活动)完成后,标记此活动已完成;同时检测所有和它指向同一个顶点(事件)的边(活动)的状态,如果所有边都标记完成,则把它指向的顶点(事件)标记为完成。综上,当在有向图中编制完合格的工艺,如下指标就很明确了:1. 工艺中所有工序活动一览,本质就是机械加工工艺卡片,如【图6-7】2. 工艺中所有工序中依赖的设备种类一览,如【图6-8】3. 工艺中所有工序中依赖的人员工种一览,如【图6-9】4. 工艺中所有工序中依赖的物料BOM一览,本质是工艺BOM的优化表达,工艺BOM将工艺和BOM混合编制,数据比较难处理。如【图6-10】
七、 如何进行任务安排和资源调度?
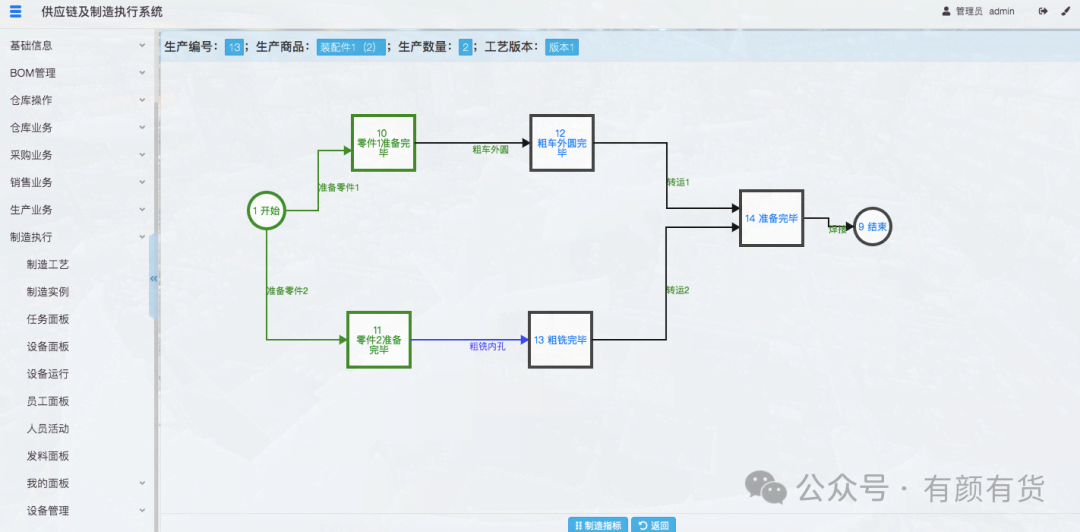
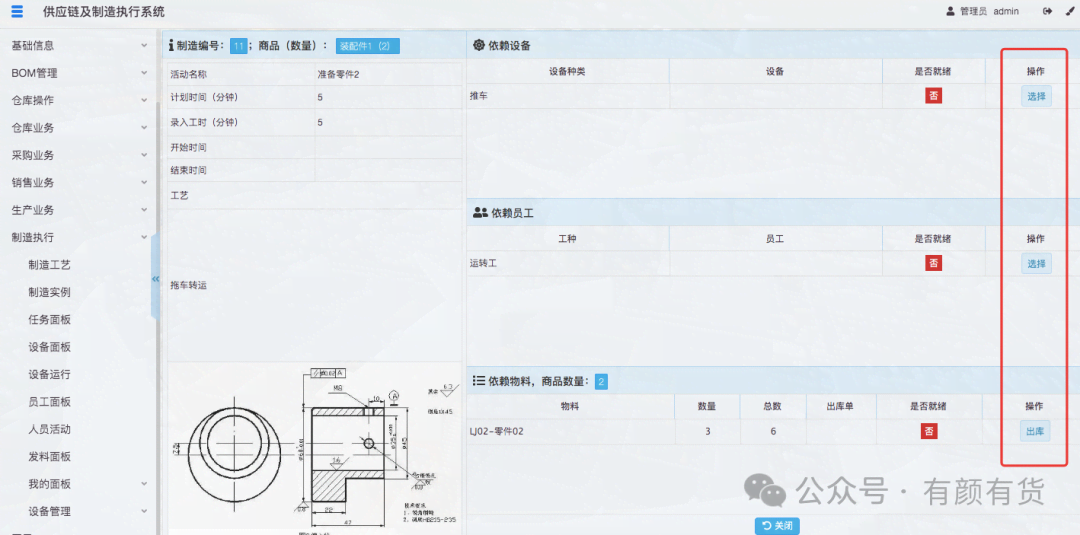
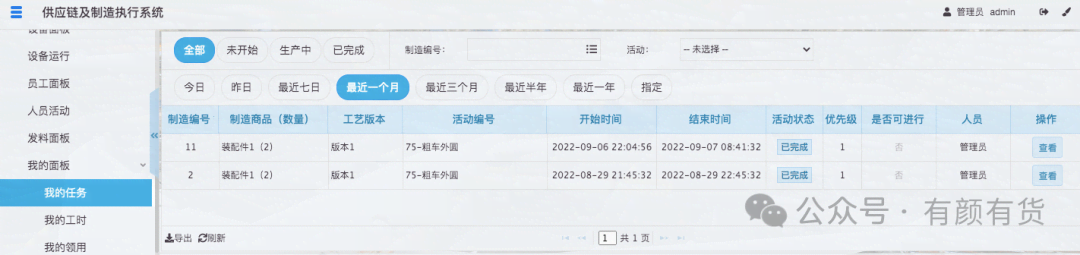
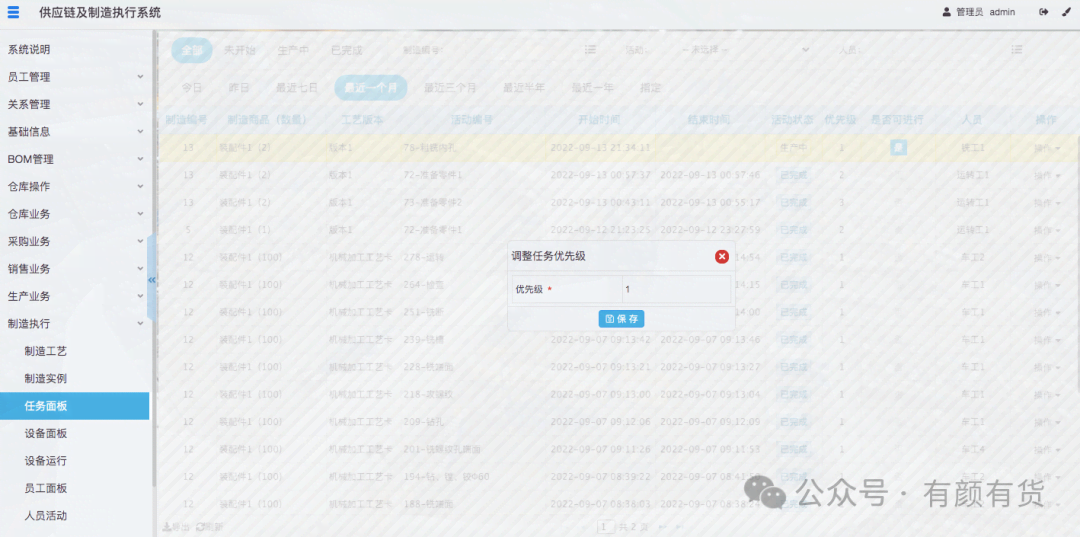
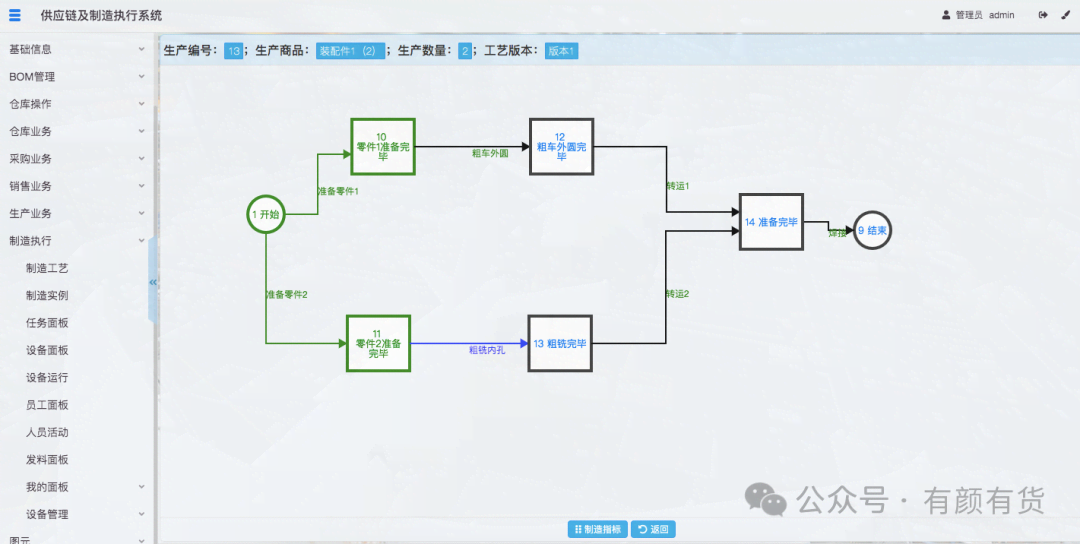
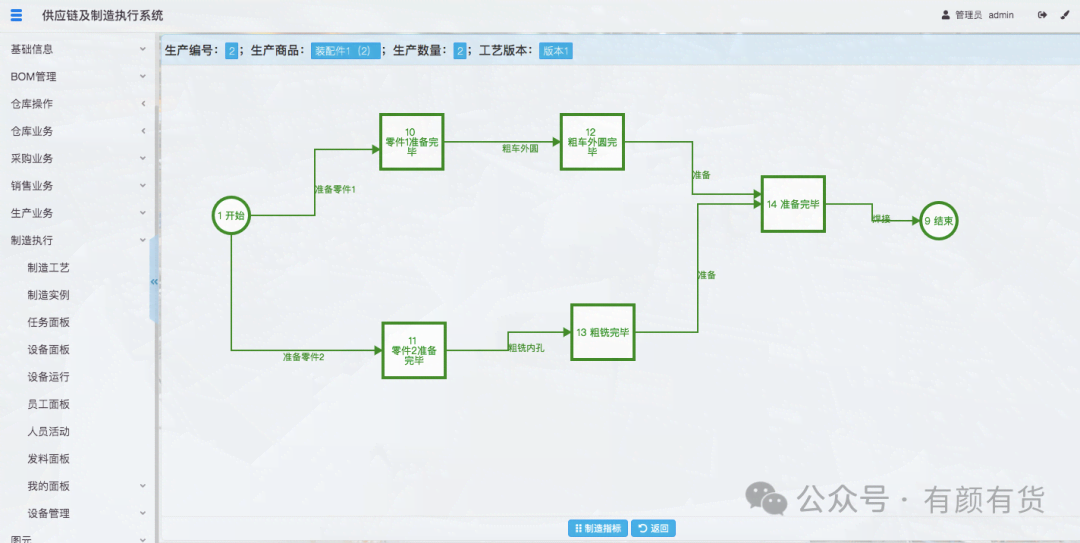
当一个自制件的工艺编制完成后,需要制造此商品时,需要生成制造实例。制造实例:复制工艺顶点和边数据,用于管控多批次、多零件的制造进行。生成制造实例需选取自制件和编制合格的工艺,同时输入制造的数量。虽然工艺是基于一件自制件编制,制造时加上数量,等同于各个工序活动的设计工时、物料按照数量翻倍。如【图7-2】制造实例列表,可以生成多条制造实例,点击制造详情,可查看每条实例运行的进度:新建制造实例后,要点击开始生产,如【7-3】开始生产的制造实例:管理员通过制造实例运行图,可以查看不同制造实例的生产进度。当然也可以根据喜好,自己在代码中定义不同状态的颜色。任务管理员需要为制造实例上的活动分配资源,单击活动(边),弹出资源指派界面:1. 指派此活动依赖的具体人员,工艺编制中只定义了工种;2. 指派此活动依赖的具体设备,工艺编制中只定义了种类;3. 下达此活动依赖的物料出库单,工艺编制中只定义了物料种类和数量。当任务指派后,即会派生一个任务给指派的人员,管理员可以在任务面板查看所有的任务,并可以通过制造实例、人员等进行筛选,员工也可以在我的任务,查看指派给我的任务。同时在仓库管理-出库单中产生制造类出库单,仓库管理员需完成物料的出库操作:管理员可以调整任务的优先级,优先级高的任务前排显示,来告诉员工先进行哪个任务。
八、如何操作我的任务?
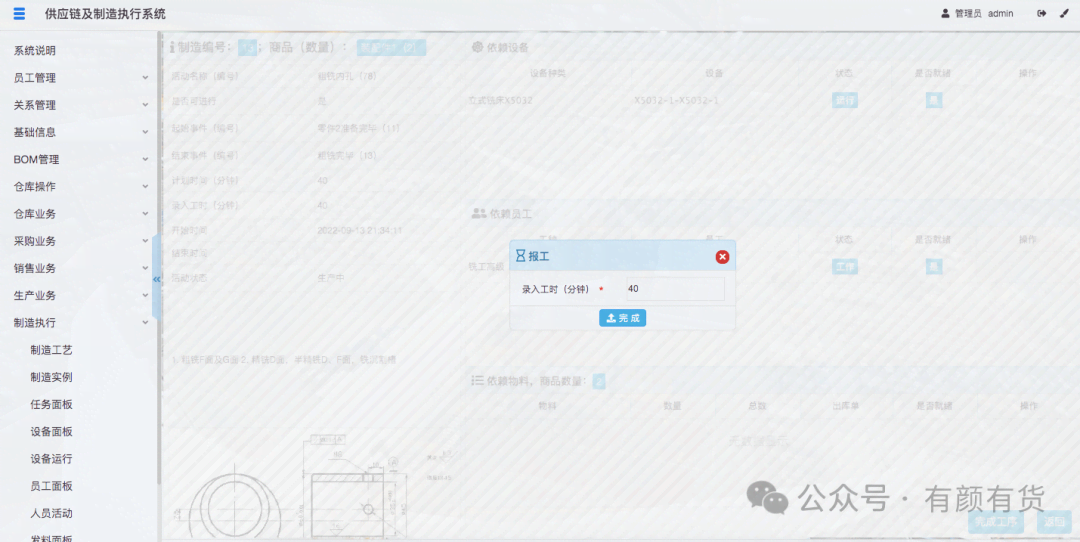
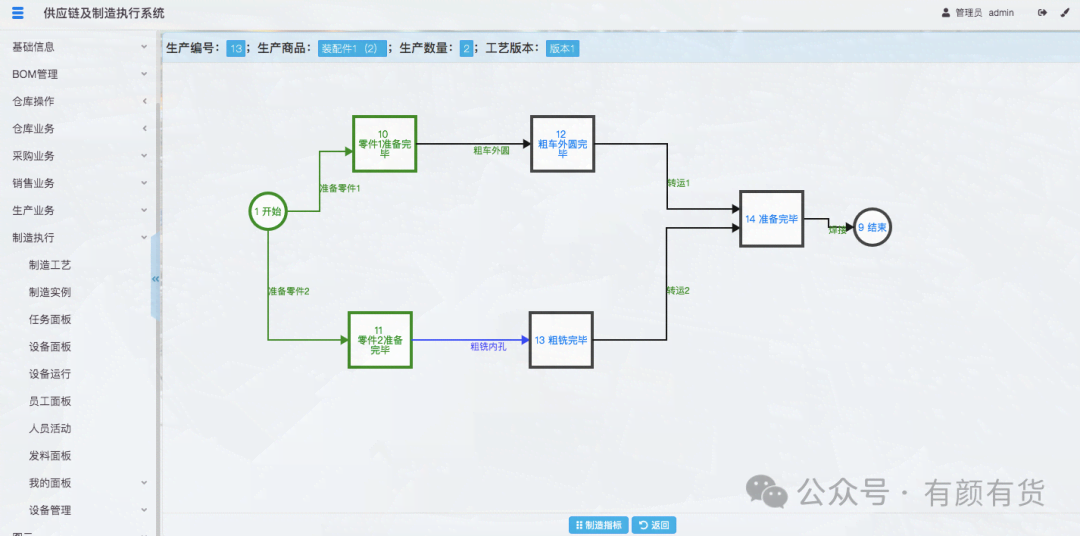
如【图7-6】所示,是否可进行的含义,根据AOE的描述可知,活动具有顺序,即后置活动不可以在前置活动未完成时进行,因此:即使管理员指派了任务,如果此任务的前置活动没有完成,那么这个活动不可进行,即待办任务;只有当此任务的前置活动全部完成时,此任务才可以进行。1. 点击设备准备,表示此活动依赖的设备准备就绪;准备后,设备状态从停机变为运行;当设备被其它活动占用时,不可以被准备。2. 点击人员准备,表示此活动依赖的人员准备就绪;准备后,人员状态从空闲变为工作;当人员被其它活动占用时,不可以被准备。3. 点击物料准备,表示此活动依赖的物料准备就绪;只有出库单完成,才能点击物料准备。当所有依赖的设备、人员、物料准备完毕后,活动即可开始,点击开始工序,此时活动变成变成生产中,同时标记了活动开始时间;如【图8-2】生产中的活动图,粗铣内孔活动进行中,为蓝色。当任务完成后,员工点击完成任务按钮,弹出报工界面,填写录入工时:报工后点击完成,此活动变成已完成,并标记活动结束时间,同时:如【图8-6】已完成的任务界面:注意此时设备状态变为停机,人员状态变为空闲。管理员通过不断的指派任务(派工),可提前指派;员工通过不断的完成任务(按照顺序,当前可进行的任务);直到把一个制造实例完成。
九、如何查看数据面板?
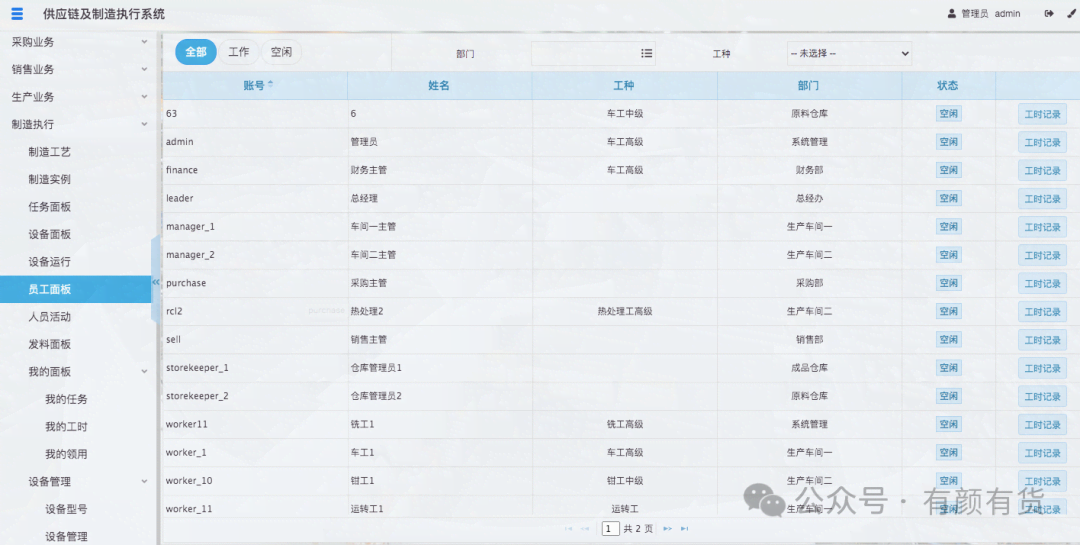
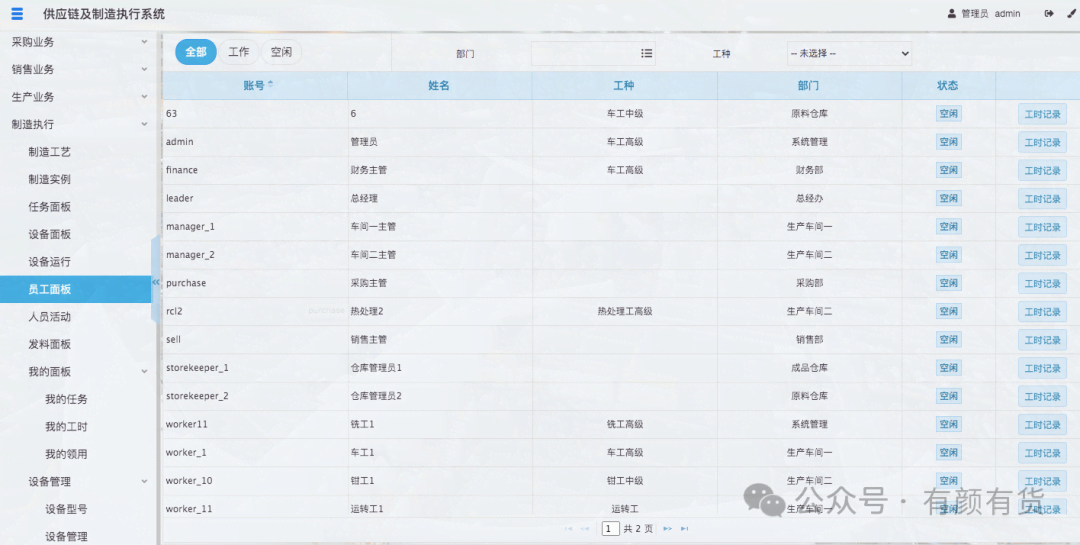
1. 当工艺编制完成,所有活动和事件的数据是明确的。2. 当制造实例运行时,每个活动上资源(设备、人员、物料)也是明确的(指派)。3. 当制造实例上的活动进行时,开始工序、结束工序标记了活动的起始、结束时间,而这个过程中,设备和人员是被占用的,所以设备和人员的时间也是明确的。除了上文的制造实例运行图和任务面板,还可以查看设备、人员、出库单等可视化数据:如【图9-1】设备状态面板,实时显示所有设备当前状态,以及正在进行的工序和零件。如【图9-2】设备运行记录面板,查看所有设备的运行记录。如【图9-3】人员状态面板,查看所有人员当前的状态。如【图9-4】人员活动面板,查看所有人员的活动记录。如【图9-5】人员工时记录面板,查看某个员工参与的所有活动的设计工时和实际工时,并可导出。如【图9-6】发料面板,查看所有制造批次、工序下的发料情况。除了以上基础报表,还可通过二次开发,丰富数据显示的种类和方式。
十、如何管理物品的领用和归还?
员工可以在我的领用界面,查看自己的领用的物品,下 领用单 和 归还单 领用或归还仓库商品。仓库管理员做出入库操作。在车间生产中,不同人员的量具、刀具、辅助用具等的借还记录及物品追溯一目了然。
十一、如何管理设备及报修?
设备管理分为设备型号管理和设备管理,一个具体的设备属于某种型号;当设备处于占用时或排程紧张时,可以将任务调度到同型号的其它设备。1. 设备停机,触发安灯系统,呼叫维修人员或管理员。3. 如果设备处于运行时发生故障,可能会涉及到将正在生产的工序,转移到同类型的设备。设备报修属于扩展功能,因维修标准等每个企业可能不相同,或者有专门的设备维修流程,因此并未在标准模板中实现。可根据二开做定制。
十二、如何进行质量管理?
产品制造会涉及到质量管理,但不同的企业可能会存在以下不同:2. 检验工序不同,即在哪些关键工序上介入质检,或者最终生产完毕质检,这会根据零件的不同而不同。3. 检验设备不同,有的检验,可能在机台上用游标卡尺、千分尺、塞规即可完成;有的检验可能会用到三坐标,需要走流程将零件拿去送检。4. 检验人员不同,有的工序是操作员自检,有的需要专门的质检员来检测。当检验完成,需要保留零件工序的检验记录。得到合格率等指标。对工艺和操作规范做优化。质检部分的内容属于扩展模块,需根据工厂的实际情况做二开。
总结:
本文介绍了在BOM和供应链的基础上,如何基于AOE网实现制造执行系统。打通了物料BOM、供应链和制造管理的全环节。MES的核心是 SOP标准作业程序,简而言之就是流程。SOP 是 PDM产品数据管理的关键,PDM 是 PLM产品生命周期管理的基础。基于AOE网,建立的作业流程,即MES制造的核心基础数据。在这个流程数据上,几乎可以做任何文档、图纸、质检、安灯、自动化等等的扩展。1. 为什么要基于AOE来定制SOP,虽然市面上的很多SOP是单线,只能串行;支持并行又支持串行的AOE具有无可比拟的优势。因为很明显,很多生产流程设计出来,有些活动是可以同时进行。2. 为什么基于CAD/CAM技术、或者设备附带程序发展而来的 PDM 或 PLM 无法做到这点。如果是基于图纸设计、生成设备(数控)程序,然后以此作为基础数据,试图管控整个车间的生产几乎没可能。因为在一个车间里,在不同的工序和设备上可能是基于不同的软件,CAD、UG、Mastcam,甚至是设备自带的软件完成设计和程序生成。数控车、铣、电火花、线切割、加工中心、机械手等都会不同,厂商十分多,非数控设备(普通机床)没有数控软件,更加做不到。这类设计及生成数控加工程序的软件,仅是零件在这道工序、这台设备上的管控。对于整个环节而言是独立的。对于这类数据,我们可以编制到AOE网的边上,即某个活动工序上。
阅读原文:点击这里
点晴模切ERP更多信息:http://moqie.clicksun.cn,联系电话:4001861886
该文章在 2026/1/10 9:22:12 编辑过






 400 186 1886
400 186 1886